133-6035-7766
133-6035-7766

手 机:133-6035-7766
电 话:0757-85574008
邮 箱:105996556@qq.com
网 址:www.fshangya.com
地 址:佛山市南海区狮山镇颜峰工业区1号之8
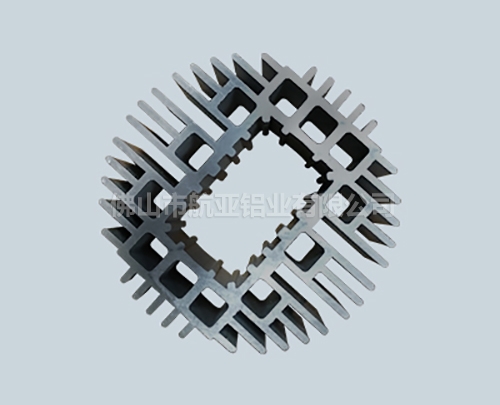
散热器铝型材的挤压生产技术要求需要从铸锭的质量,模具的材料跟设计,减少挤压力以及挤压工艺入手,今天来跟大家讲一下具体的要求:
首先就是铸锭的质量的要求:
铸锭表面应光滑,不得有偏析瘤或粘有沙泥。铸锭端面应平整,不应切成台阶状或切斜度过大(切斜度应为3mm内部)。由于台阶或切斜度过大,用平面模挤压散热型材时,如果没有设计导流杆,铸锭会直接接触模具。由于铸锭端面不平,有些地方会先接触模具,产生应力集中,容易挤压模具的齿形,或者造成不同的出料顺序,容易造成堵模或挤压成型不良。

然后第二点是对模具的要求:
因为散热器型材的模具都是很多细长的齿,所以要承受很大的挤压力,每个齿都要有很高的强度和韧性。如果两者性能差异很大,强度或韧性差的齿很容易断裂。因此,模具钢的质量必须可靠。尽量使用质量可靠的厂家生产的H13钢或优质进口钢。模具的热处理非常重要。需要真空加热淬火。尽量采用高压纯氮淬火,可以保证淬火后模具各部分性能均匀。淬火后应进行三次回火,以确保模具的硬度为HRC48~在52的前提下。这是防止模具断齿的重要条件。
接着第三点需要注意的就是减少挤压力:
为了防止模具断齿,挤压力应尽可能降低,这与铸锭的长度、合金变形抗力、铸锭的状态和变形程度有关。因此,挤压散热铝型材的铸棒不宜过长,约为正常铸棒长度(0).6~0.85倍)。特别是在试模和挤压首根铸棒时,为了保证合格产品的顺利生产,尽量使用较短的铸棒,即正常铸棒长度(0.4~0.6)双铸棒试模。对于形状复杂的散热器型材截面,除了缩短铸棒的长度外,还可以考虑使用纯铝短铸进行初次试挤挤压成功后再用正常铸锭挤压。
第四点需要注意的就是挤压工艺了:
散热器型材生产的关键是挤压模具的初次试模。如果条件允许,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。初次模具测试非常重要。操作员应使主柱塞向前推,压力小于8MPa在低压下慢慢前进,尽量有人用筒光照看模具出口。挤压模具的每个散热器均匀挤压出模孔后,才能逐渐加速挤压。试模成功后继续挤压时,要注意控制挤压速度,做到操作平稳。生产散热器型材时,要注意模具的加热温度,使模具温度与铸锭温度相近。如果温差过大,由于上压时挤压速度慢,金属温度会降低,容易造成模具堵塞或流量不均匀。